某铁质包装设施的运输验证
2019/8/29 8:48:19
详细介绍
第一步、依照运输危害因素,制定测试计划
|
序号 |
测试项目 |
测试条件 |
主要考核包装应对危害的能力 |
|
1 |
环境预处理 |
实验室温度,12小时。 |
\ |
|
2 |
斜面冲击 |
冲击速度:1.2 m/sec.; 冲击次数:4次。 |
在运输过程中因车辆刹车或是其他原因而可能造成的冲击损坏 |
|
3 |
旋转棱跌落 |
根据产品的重量来确定跌落高度; 跌落高度:150mm。 |
在上货搬运过程中因叉车搬运跌落或是其他原因而可能造成的冲击损坏 |
|
4 |
压力测试 |
计算测试压力,保持测试压力1小时。 |
在车辆运输过程中因货物堆叠而造成的顶部负载压力破坏 |
|
5 |
随机振动 |
功率谱密度:见表1。 Grms: 0.54; 持续时间:面3持续4小时。 |
在车辆运输过程中来自于无法避免的车辆振动危害 |
|
6 |
旋转棱跌落 |
根据产品的重量来确定跌落高度; 跌落高度:150mm。 |
在卸货搬运过程中因叉车搬运跌落或是其他原因而可能造成的冲击损坏 |
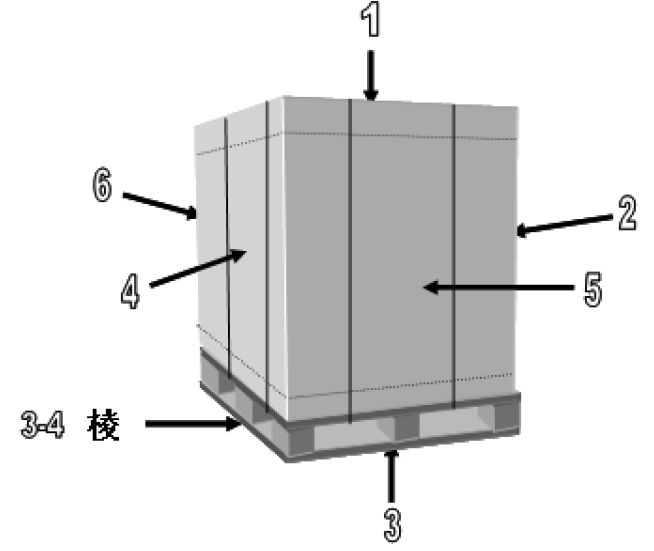
第二步、面角确认
第三步、测试程序
3.1 来样状态

3.2 环境预处理
产品在实验室温湿度(23℃±2℃, 50%RH±10%RH)环境下放置12小时
3.3 斜面冲击

3.4 旋转棱跌落

3.5压力测试

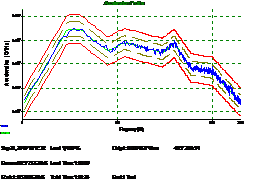
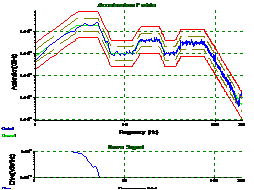
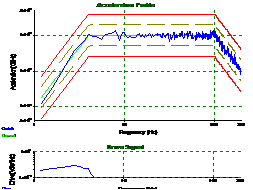
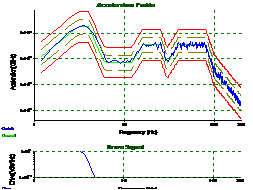
3.6 随机振动
表 1 : 功率谱密度
|
频率(Hz) |
功率谱密度 (g2/Hz) |
|
1.0 |
0.00072 |
|
3.0 |
0.018 |
|
4.0 |
0.018 |
|
6.0 |
0.00072 |
|
12.0 |
0.00072 |
|
16.0 |
0.0036 |
|
25.0 |
0.0036 |
|
30.0 |
0.00072 |
|
40.0 |
0.0036 |
|
80.0 |
0.0036 |
|
100.0 |
0.00036 |
|
200.0 |
0.000018 |
|
测试面(3) |
持续时间4小时 |
|
功率谱密度 |
Grms: 0.54 |

3.7 旋转棱跌落
|
测试棱 |
跌落高度 |
|
棱(3-6) |
150mm |
|
棱(2-3) |
150mm |

4、测试结果
|
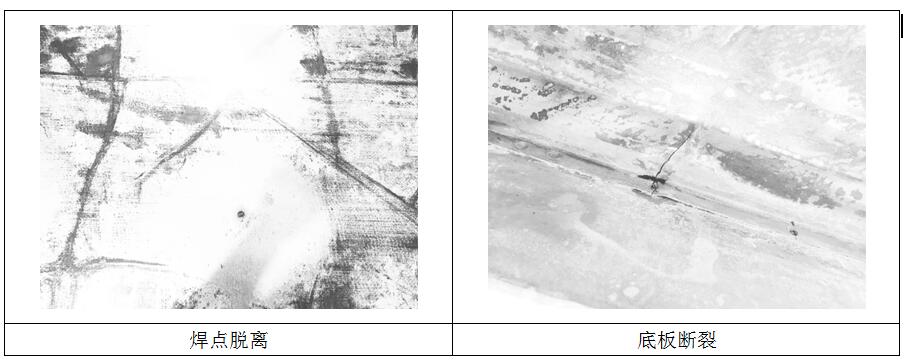
样品外箱 |
金属箱的焊点部位出现脱焊现象,在金属箱底部底板出现断裂。 |
|
内部储存物状态 |
内部包装袋被脱焊起翘铁板割破,内容物流出。 |
5、案例分析及改善
本次包装失败的表象是,底板&内包袋损坏,导致内容物大量流出,如果把关注重点只是放在内包袋上去研究,那是解决不了根本问题的,所以针对此次包装失败案例,我们从以下几个方向着手:
5.1、包装设计方向
本案例中,基本的运输方式是板簧卡车运输,运输环境涵盖国内主要城市以及地区;所以从主要运输方式着手,在卡车运输中,主要不可避免的是来自于车辆上下方向的颠簸、振动(即产品Z轴方向),以及车辆行驶方向可能发生的急加速&急刹车造成的惯性冲击,所以焊点以及接缝方向尽可能减少在破坏性较频繁的方向;在破坏性频繁区域应当加厚焊点,连接接缝区域,如有条件可以适时加厚、加长卷接;由于包装箱内部是有内包袋盛放液体内容物,所以包装箱内部应当平滑无凸起,并将可能发生失效部分尽可能设计成为内嵌式,即使发生脱焊,断裂,包装箱也无法立即割伤内包袋。
5.2、装箱方式改善
在刚柔相组合的包装形式,容易出现问题的地方经常会出现在结合处,所以很有效的避免二者不良的接触是十分必要的,特别是刚性包装的锐利部分与柔性包装的接触,所以在本次案例中,有效的将接头以及焊点&其他锐利处进行躲避式处理非常重要,避免与内包的直接接触将会有效的降低内包袋损坏的风险。当然内包袋的本身材质也有待进一步确认,如不达到基本性能,需要在性能上加以提升。
5.3、包装材料方向
本案例中使用的包装箱,底板部位断裂,焊点部位存在脱焊或是撕裂现象,很显然包装材料特别是防护铁板部分需要加厚加强。内包袋除了部分被锐利物割坏,其他部分磨损尚属于正常状态,建议内包袋可以继续使用。
更多图片